

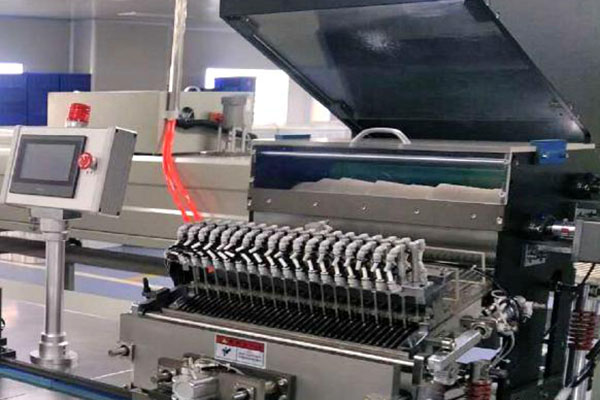
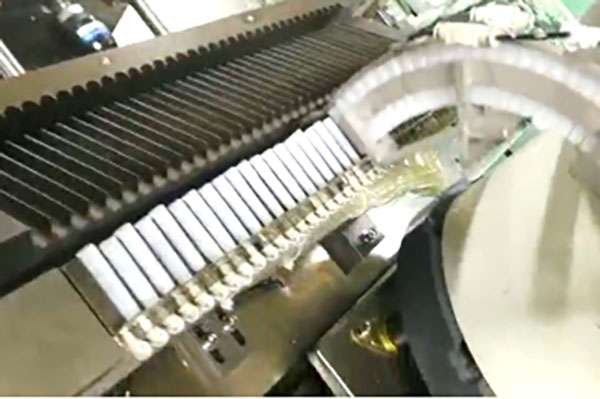
Pen-tyyppinen verenkeräys neulakone




Pen-tyyppinen verenkeruu-neulan kokoonpanolinja tarjoaa parempaa laatua, täyttää teollisuusstandardit ja on mukautettavissa 21G-, 22G-, 23G- ja muihin kokoihin. Joustava suunnittelu, voidaan säätää erityisvaatimusten mukaisesti, voidaan valita erilaisia toiminnallisia kokoonpanoja, jotta asiakkaat voivat optimoida kustannukset ja parantaa tuotannon tehokkuutta. Tuotantokapasiteetti voi saavuttaa 12000-15000 pc/tunnin.
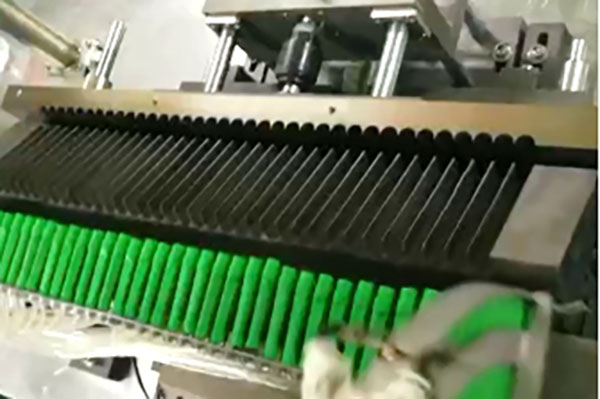
Laitteet ottavat käyttöön useita puristusholkkia ja tasapainotettua tasaista nopeaa annosteluprosessia tuotteen laadun parantamiseksi tehokkaasti. Toiminnot, kuten kuidun optinen havaitseminen, automaattinen paikannus ja CCD-online-havaitseminen, varmistavat tuotteen laadun tuotantoprosessin aikana ja parantavat tuotantotehokkuutta samanaikaisesti.

Neulanpidikkeen lataus → Neulan lataus → Liimaaminen → Kuivaus → Pinonreiän tukkeutumisen havaitseminen → Neulakalvojen havaitseminen → Piilikonisaatio → Jätteiden poisto → Pitkäneulan suojauksen suojauksen lataus → Kannen painike → Neulan kääntäminen → Pehmeä suojakuorma → Kannen puristaminen → Lyhytaikainen suojaus Kannen lastaus → Kansi Pure Pure Produoter.









| Sovellettava neula | Kynätyyppi |
| Työnopeus | 12000-15000pc/tunti |
| CCD: n havaitsemistarkkuus neulanhäiriöön | 0,05*0,05 (kärjen korkeuden toleranssiin perustuu 0,3) |
| Voima | 380 V/50 tai 60Hz, 16 kW |
| Paineilma | Puhdista paineilman paine 0,6-0,8MPA |
| Toimiva henkilöstö | 5-6 |
| Avaruusammatti | 6080*11200*1800 mm (L*W*H) |
| Paino | 9000 kg |
| *** Huomaa: Koska tuotteita päivitetään jatkuvasti, ota meihin yhteyttä saadaksesi viimeisimmät tekniset tiedot. *** | |









