

Peritoneaalidialyysiliuoksen (CAPD) tuotantolinja




MeidänPeritoneaalidialyysiliuoksen tuotantolinjaKompakti rakenne, vie vähän tilaa. Erilaisia tietoja, kuten lämpötila, aika ja paine, voidaan säätää ja tallentaa hitsausta, tulostusta, täyttöä, CIP- ja SIP-prosesseja varten, ja ne voidaan myös tulostaa tarpeen mukaan. Pääkäyttö yhdistettynä servomoottoriin ja synkronihihnaan varmistaa tarkan paikannuksen. Edistyksellinen massavirtausmittari mahdollistaa tarkan täytön, ja tilavuutta voidaan säätää helposti ihmisen ja koneen rajapinnan kautta.
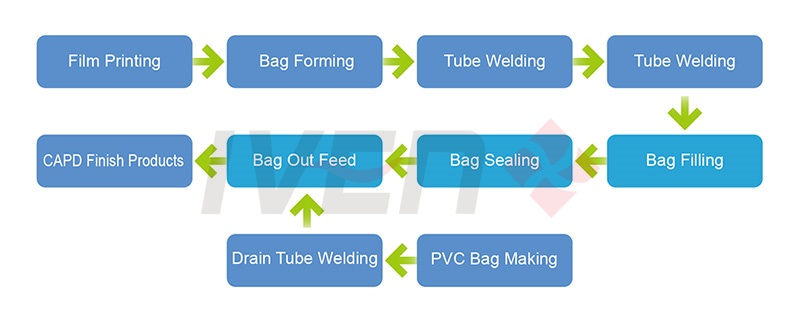
CAPD-liuospussien painatukseen, muovaukseen, täyttöön ja sulkemiseen, putkien hitsaukseen, PVC-pussien valmistuskoneeseen.

Kaksinkertainen avoin muottirakenne ja heilahtelumuotti on varustettu jäähdytyslevyllä, mikä varmistaa, että heilahtelumuotti pysyy samassa lämpötilassa ja varmistaa, että muovausprosessin ja pysäytyksen aikana olevat laitteet eivät kuumenna kuumaa kalvomateriaalia; Parantaa tuotteen laatua.
Lämmitysputki ja termoelementti alumiiniseoksesta valmistetussa lämmityslevyssä, lämmitys ja lämmönsiirto ovat tasaisia, lämpötilan säätö on tarkkaa, mikä vähentää lämpöhäviötä, ei näytä todellista lämpötilaa ja näyttölämpötila ei ole yhdenmukainen hitsauskelpoisuuden varmistamiseksi.
Kalvon 100 %:n käyttöaste, ei hukkareunoja pussien ja ryhmien välissä.
Muottimuotti on erityisesti suunniteltu. Edellisen ryhmän viimeiseksi muodostettu pussi leikataan yhdessä jälkimmäisen ryhmän ensimmäisen muodostetun pussin kanssa. Se sopii hyvin kalvon vetämiseen pusseja venytettäessä. Vain yksi järjestelmä voi taata, että kalvon ja pussin venytys tapahtuu synkronoidusti. (Taataan sama kalvon kiristyspituus joka kerta jokaisen ryhmän välillä, eli eri ryhmien välillä ei ole hukkareunaa - kotimaisella valmistajalla on hukkareuna jokaisen ryhmän välillä.)
Kun muotti vaihdetaan eri tuotespesifikaatioiden mukaan, tarvitsee vaihtaa vain ylempi muotti. Alempi muotti on säädettävä yleismuotti, mikä säästää huomattavasti vaihtamisen virheenkorjausaikaa. Muotti valmistetaan erikoismateriaaleista ja erikoismuottivalmistajien erikoisprosessilla, mikä takaa 100 miljoonan pussin laadun ja käyttöiän.
Muovin hitsauksen ominaisuuksien mukaisesti kylmähitsaus tulisi tehdä välittömästi kahden korkean lämpötilan hitsauksen jälkeen. Tämä varmistaa sekä muovin hitsauksen lujuuden että hyvän ulkonäön. Siksi toiset hitsausportit on hitsattava kylmähitsauksella, jossa hitsauslämpötila vastaa jäähdytysveden lämpötilaa (15–25 °C), ja aikaa ja painetta voidaan säätää.
Patentoidun suunnittelun ansiosta jätereunan poistoasema on yksinkertainen ja luotettava, ja sen läpimenoprosentti on jopa 99 %. Ylempi ja alempi ohjaustanko kiinnittävät jätekalvon pussin muodostamisen jälkeen ja repivät sen auki ohjaussylinterillä pussin muodostamisen viimeistelemiseksi. Kolmionmuotoinen jätereuna kerätään erityisellä laitteella. Automaattinen jätereunan poistoasema ei ainoastaan vähennä keinotekoisen repimisen kielteisiä vaikutuksia, vaan myös varmistaa pussin hyvän muodon.
Ota käyttöön E + H-massavirtausmittarin mittaus ja korkeapainetäyttöjärjestelmä.
Taajuussäätöpumppu ohjaa painetta, käytä korkeapainekestävää lääketieteellistä silikoniputkea putkiston liittämiseen, helppo huolto, ei puhdistuskuollutta kohtaa.
Korkea täyttötarkkuus, ei pussia eikä pätevää pussia, ei täyttöä.
Täyttöpäät käyttävät patentoitua sileän pinnan tiivistystekniikkaa, joka ei kosketa porttien seinämiä, joten kitkaa ei synny hiukkasia; se myös estää liuoksen ylivuodon, joka johtuu porttien koon muutoksesta, jolloin portit avautuvat täyttöpäiden kanssa.
Se hyödyntää edistynyttä PLC-ohjausta ja integroitua venttiilipäätemenetelmää, yksinkertaista piiriä, nopeaa toimintareaktiota ja turvallista ja luotettavaa toimintaa. Täyttöosa on integroitu tiivistysosan kanssa yhdeksi yksiköksi, joten se tarvitsee vain yhden sähköisen ohjausjärjestelmän ja yhden ihmisen ja koneen rajapinnan käyttöyksikön. Tämä vähentää ainakin yhden käyttäjän tarvetta, mikä välttää kahden käyttäjän välisen yhteensopimattomuuden kaltaiset haitat ja lisää laitteen turvallisuutta ja luotettavuutta.
Kosketusnäyttö ja kaikki lämpötilan säädöt toimivat tarkasti. Erityisesti pienet vaihtelut käynnistys- ja pysäytysmomenteissa, toleranssi voi olla ±1 ℃.
Tulostuspaneeli asennetaan alumiinilevyyn ruostumattomasta teräksestä valmistetulla pultilla, jotta reiän kierteet eivät löysty levyssä pitkäaikaisen käytön jälkeen.
Kalvorulla on kiristetty tasaisesti neljältä sivulta kalvon kireyden ja tasaisen liikkeen varmistamiseksi. Kalvorullan vasen ja oikea puoli on kiinnitetty säädettävällä kohdistuslevyllä syöttönopeuden ja tarkkuuden varmistamiseksi.
Esilämmitysasema ja lämpötiivistysasema käyttävät jousikuormitettua neula-anturia muotin lämpötilan havaitsemiseksi, kätevän asennuksen ja purkamisen, helpon rikkoutumisen ja toleranssin ± 0,5 ℃ sisällä.
Muuta tiivistysasentoa sylinterin suojaamiseksi ja vältä sen pitkäaikaista kuumenemista.
Ammattimainen ulkoinen johdotus, erota johto eri luokitusten mukaisesti, hyvä ulkonäkö ja kätevä huolto.
Kiinnitä alempi muotti, mutta säilytä jäähdytyslevy suojataksesi kalvoa koneen sammuessa.
Ympäröivä lämpötiivistys käyttää erityistä muottia, asenna ylemmän muotin jäähdytyslevy jousikuormitteella.
Lisää automaattinen syöttöjärjestelmä ratkaistaksesi tukkeutumisongelman ja vähentääksesi työvoimavaltaisuutta. Lisää ioninen tuulenpuhdistus- ja talteenottolaite parantaaksesi tuotteen kirkkautta.



